|
 |
 | Capacitive Discharge Spot Welder V2 |  | Ian Hooper, March 2014 | |
Introduction
Capacitive Discharge Spot Welders use energy stored in capacitors to discharge a large pulse of current through electrodes to create a spot weld. They are commonly used for attaching nickel strips to small batteries to assemble them into larger packs. Commercial CD Spot Welders are very expensive (thousands of dollars), but it is possible to build your own for far less.
A couple of years ago I built battery spot welder based on Maxwell Ultracaps and a reappropriated motor controller power stage. The write-up of that project can be found here: DIY Capacitive Discharge Battery Spot Welder. I ended up doing a few thousand welds with it, but it did blow a few transistors over time and went through a few rebuilds. With another project coming up requiring assembly of a few hundred cells into a pack, I thought it would be a good idea to start fresh and try to come up with a better design.
Electrical Design
The basic circuit for a CD spot welder is pretty simple - just a large bank of capacitors and some kind of heavy duty transistor(s) to switch and discharge capacitor energy through heavy duty leads.
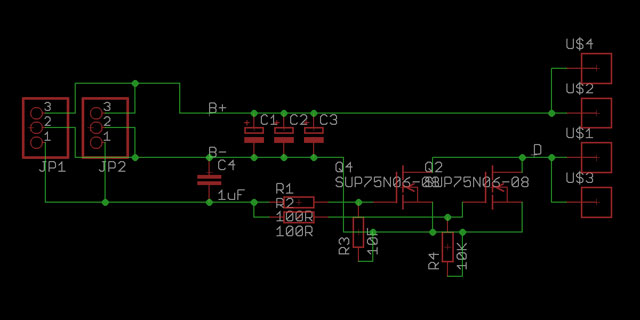
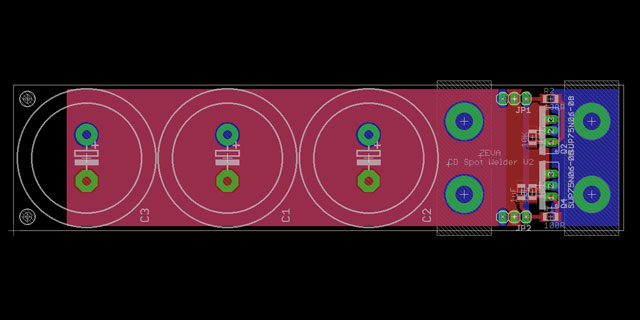
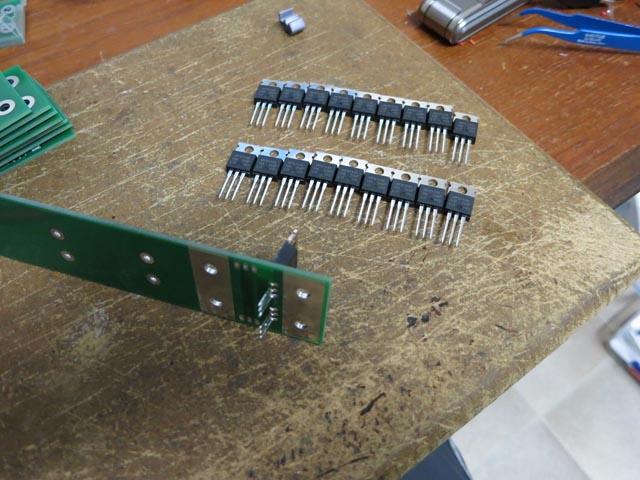
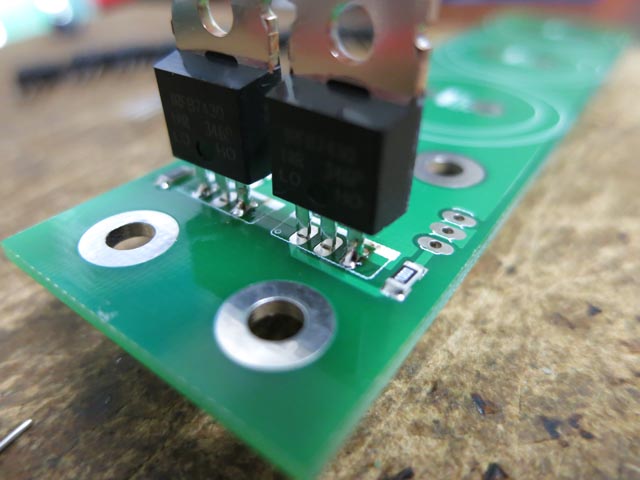
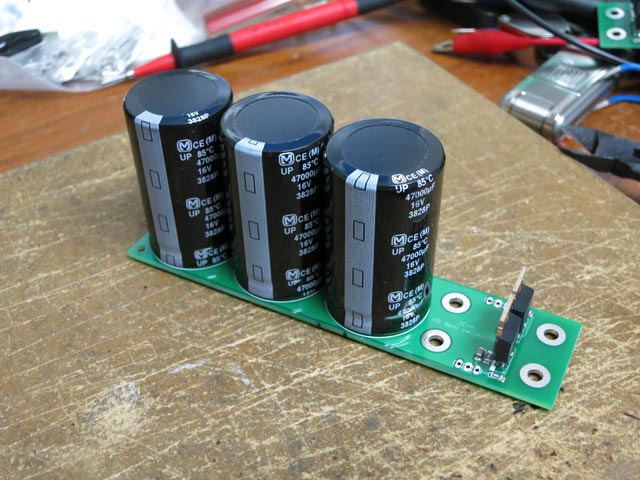
Other designs demonstrated success with about 1 Farad of capacitance at 12V. Instead of Ultracaps or car audio capacitors, I opted to go with 24 off-the-shelf Panasonic 16V 47000uF capacitors (normally used as ripple caps in power supplies, available from Digikey (US) or Farnell (UK)) for a total of around 1.1 F capacitance. For transistors, I chose IRFB7430 MOSFETs, rated at 40V 195A each and with just 1milliohm on-resistance. They're a TO220 through-hole package which allows easy attachment to a heatsink if necessary. The design involves paralleling up lots of capacitors and transistors on identical board modules attached to central heavy duty busbars. The images below show the schematic and PCB created for this (using Cadsoft Eagle). To download a copy of the schematic and PCB files, click here. I got the PCBs done at Seeed Studio. Click here for Gerber files.
A lab power supply is used to charge up the capacitors to the required voltage. The same supply is used to switch the MOSFETs on. A one way diode on the gate drive plus capacitors and high-ohm resistors in parallel with the gates holds the gates for a short while to allow the capacitors to fully discharge. (Without the diode, the MOSFET gates would start to turn off as soon as the capacitors had discharged below about 3V, which may cause them to sit in linear region i.e partially conducting, causing them to get hot or possibly damaged.)
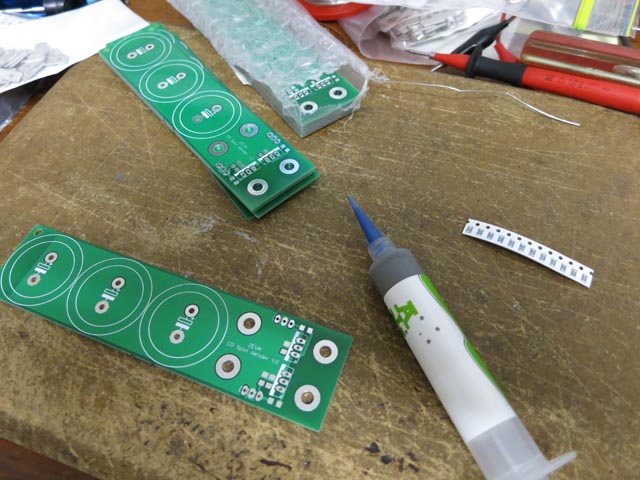
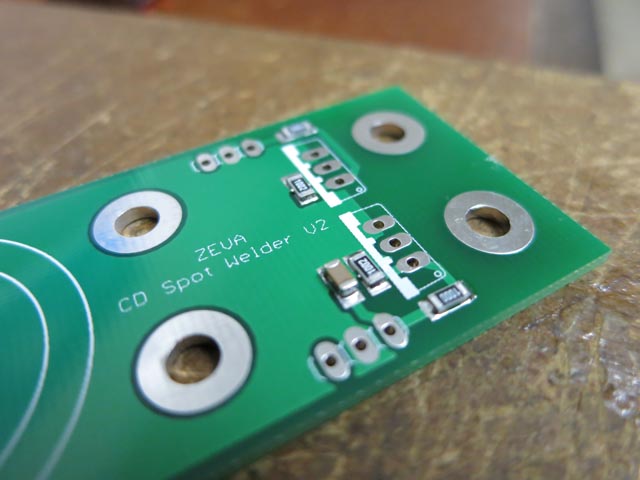
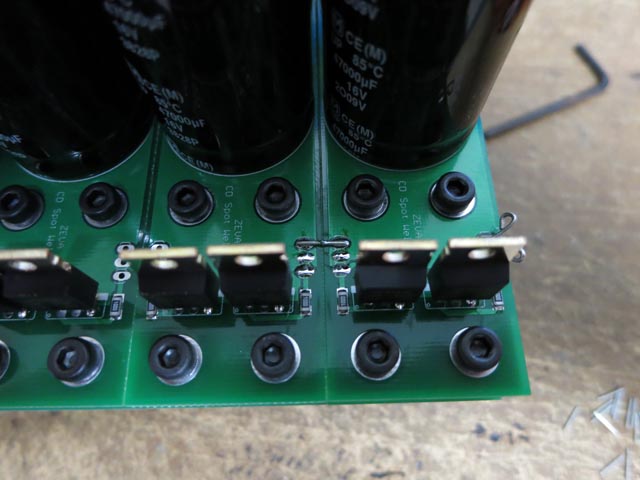
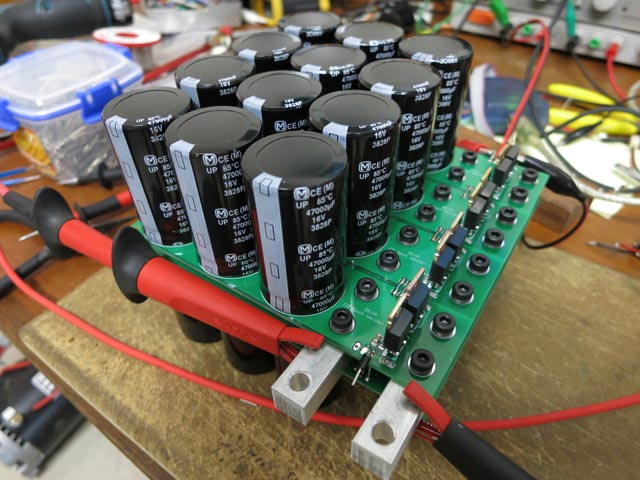
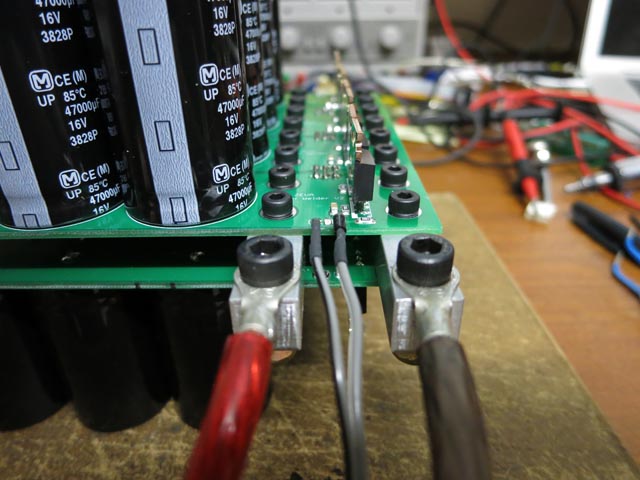
Construction Pictures
A picture says a thousand words, so without further ado here is a gallery of photos detailing the construction.
Testing, results and discussion
It is hard to know what the overall resistance of the welding circuit will be with any given CD spot welder design, and hence how much energy and voltage will be required for a good weld. For my testing I started at a low voltage and worked up in one volt increments until good welds were observed. About 10V was sufficient, but 11 or 12V seemed best for a larger / deeper weld. (You can verify penetration by pulling the nickel strip off after a test weld. There should be little holes in the nickel where the welded area has stayed attached to the battery, as per the final picture above.)
This welder seems to use less energy than my last one (recharging faster between welds from the same power supply). It seems this new design has a lower overall resistance so is getting a larger percent of the capacitor energy into the weld. Also in this design the MOSFETs don't seem to even get warm, which I suppose makes sense considering there are 16x 1milliohm FETs in parallel - their on-resistance is about 30x lower than my previous CD welder design! It is probably overkill having MOSFETs with a combined current rating over 3000A, but MOSFETs are cheap and after blowing a few up with the previous design, I decided to err on the side of overkill.
The welds also look quite different with this design, with less heat effected area around the weld. I suspect the lower circuit resistance means it is discharging faster, which reduces local heat conduction, so doesn't need to put as much energy in to the weld.
The total cost was a couple of hundred dollars, about half being the capacitors, most of the rest being PCBs and MOSFETs. It's certainly not as cheap to build as the "audio capacitor + SCR" solution others have used, but I like to think this is a little closer to a commercial grade solution! In the coming weeks I'll have about a thousand welds to do with this new CD welder, so I'll update this page if any problems surface.
Comments| | Kevin on 9th Jun 2014
Great work on the second spot welder! I have a question regarding both your designs:
Do you manually charge the caps, disconnect the power supply, then fire the MOSFET bank? If not, wouldn't you be shorting your power supply for a brief moment during the discharge?
PS: I was just on the EV-Works website to see if they have Headway cells back in stock and came across your Mazda MX-5 conversion. Didn't know you were in Perth too! | | |  | | | Ian Hooper on 10th Jun 2014
Hi Kevin, I leave the power supply connected during welds. The PS I use is a linear current-limited "laboratory" style one which is pretty robust (will happily sit short-circuited on current limit). Any decent current-limited PS should be fine, but cheap ones (e.g using a battery charger or "wall wart") might not like it!
Yep I'm in Perth too - I was actually one of the co-founders of EV Works, then parted ways to concentrate on ZEVA (developing custom products rather than reselling parts or doing conversions). |
|
| | Richard Bannon on 11th Jun 2014
Your overall explanation is excelent , but to mention a defect for a potential battery pack home builder , I think it would have been a great help a single picture of how you position the 2 electrodes over a tab and all over a battery (18650 for example) in the real welding situation.
Without the mentioned photo a reader has to guess that vital moment.
Best regards. |
| | Hennes on 14th Jun 2014
Hi,
Why do you choose those high capacity caps?
I'm planning to do the same witch 2200 or 3300µF Caps which are much cheaper than higher Caps. Okay, I'll need a howl bunch of about 200 pieces an a lot of soldering work...
Are your Caps "short cut" current compatible? Normally you only can find "ripple current" (which is quite low at high capacity types (much lower than 10A (mostly about 5A) per Cap @ 47mF)) - but my chosen "small" Caps can handle a ripple off about 2-3A per Cap. Multiplied by 200 pieces -> 400 till 600A. Charged up till 24V will give an Weld Source of more than 120 Joule...
By the way. Your power lab-power supply is an nice idea. I've got an "old'n'unused" 5A switch mode lab bench supply which will save me a lot of time instead of design an CC-CV power Supply.
How do you drive the gates of the FETs? Just by "adding" 12V or is there an real driver? I'm planning an double pulse version with an small microcontroller... I guess it would be more save to put an huge schottky in parallel to each FETs body diode to minimize inductive influence which comes out of the cable.
Did you already made these thousand welds? Can you tell about your results? | | | | | | Ian Hooper on 14th Jun 2014
Hi Hennes, I went with the 47000uF caps as a trade off between size and build complexity. At about $5ea they seemed pretty affordable anyway (2200uF caps would need to be <25cents each to compete).
You probably won't find capacitors which are designed to cope with repeated short circuits, but the higher the ripple current the better. I think the ones I used were only rated to a few amps each, but when short circuited they will put out far more than rated ripple current (but with more internal heating than would be sustainable in continuous use). You can use Ohm's Law and the Equivalent Series Resistance of the capacitor to calculate their peak / short circuit current.
The FETs are turned on by a simple trigger switch that connects the +12V supply to the FET gates through 100ohm resistors (1 per FET). There's also 10Kohm pull-down resistors from Gate to Source on each one to passively switch off the gate after the weld.
I have done over a thousand welds with this one now (built a battery pack for my electric motorbike project from 264x K2 26650EV cells, four welds per cell) and haven't had any problems with it. The motorbike is nearing completion so there'll be more info about the battery pack when I write up that project on the website. |
|
| | Gray on 11th Jul 2014
Hi,
I am having trouble sourcing the Panasonic capacitors here in the UK and from else ware in the world. I can find plenty of snap type also those that I have found are at least six times the price you quoted. I am an old dog trying to learn new tricks so forgive me if I have been looking in the wrong place.
| | | | | | Ian Hooper on 11th Jul 2014
I got mine from Digikey in the US, stock code P6876. Looks like Farnell UK have them for a similar price as well, stock code 1198712! |
|
| | George Momich on 15th Jul 2014
Ian Hooper,Great welder and design.I'am an advid RC plane nut. I would like to attempt to build your spot welder for rc battery packs and some dewalt packs. Do I just send a copy of your schematics to the place you had yours made up. How do I go about get PCB made with your schematics? Do you have a list of the components you used? thaank you for your time, George | | | | | | Ian Hooper on 15th Jul 2014
Hi George, most PCB shops prefer to receive Gerber files (which can be exported from Eagle), so I've uploaded a copy of them to make it easier - new link just before the schematic pic. Most of the components are described above, the smaller ones can be read off the Eagle files. I also added links to where you can get the capacitors from. Good luck with the build :) |
|
| | George Momich on 15th Jul 2014
Ian, thanks for all the info. Had a little trouble opening the files, my daughter helped me out, not very computer savy. I use Digikey also, so i'll probably use then too. Thanks again for all your help. George |
| | Adverse Effects on 10th Aug 2014
i have almost 0 ability and almost no knowledge of electronics
a few things i have questions about
how dose it control the burn time
how dose it control the voltage
i am in Aussie land as well and wondering if you will be selling the boards as i would love to make one of these as i have a few "toys" i want to make that will need packs made from 18650's or the like
i have never done anything in the way of making boards so i am totally out of my depth in that department | | | | | | Ian Hooper on 24th Aug 2014
Hi AE, sorry for the late reply - was out of the country. Voltage is controlled from the laboratory power supply used to charge up the capacitors. "Burn time" depends on the amount of energy in the capacitors and resistance of the welding circuit - but isn't very critical. All it's doing is putting a certain amount of energy into a small area to melt metal together, the energy delivery rate isn't critical. I don't have spare PCBs or kits of parts for the welder, but there are links in the article to download PCB files which you can send to a PCB manufacturer to get your own made. |
|
| | JVM on 14th Oct 2014
Very nice project!
What gate drivers and flyback diode have you used ? | | | | | | Ian Hooper on 14th Oct 2014
Hi JVM, this one doesn't use gate drivers or flyback diodes. The gates are turned on with a simple momentary switch (located on one probe) which stays on until the capacitors have discharged all their energy into the weld area, which takes a fraction of a second. Once the capacitors are fully discharged, current stops so there is no need for flyback diodes to circulate any current when the switch turns off. |
|
| | Brian Haebich on 5th Nov 2014
Hi Ian, Thank you for a great insight to a growing industry. I am looking to build a couple of projects and to make the most out of the space I am needing to weld several batteries and the supplier put me onto your site. I am just confused on the parts list. R1 + R2 100 Ohms, R3 10?, R4 10kOhms. C4 1uF ??V, guess 16V. Never done SMD before so cant think it will be that hard with a standard soldering iron lol. | | | | | | Ian Hooper on 5th Nov 2014
Hi Brian, R3 should be 10K (it says 10F.. typo, sorry!) 16V should be enough for C4, yep. I used all 1206-size SMDs which are pretty easy to hand-solder. |
|
| | kyriacos on 19th Nov 2014
Hi Ian, This second version is significantly sofisticated. I ask for a different solution:
Can I use o n e IGBT 600V 100A for exemple: CM100E3U-12H or CM100D-12H instead of a bank of at least 10 IRFBs with their respectve heatsinks? A response will be appreciated.
Thanks in advance. | | | | | | Ian Hooper on 20th Nov 2014
I think the IGBT would be damaged by the amount of weld current. Each of the IRFP MOSFETs here are rated to 195A and I used 16 in parallel (since they're small and cheap), giving over 3000A peak current rating! I do think this is far more than necessary, but weld currents are probably a few hundred amps, so a single 100A IGBT is unlikely to be sufficient. |
|
| | Ammon on 4th Dec 2014
Ji Ian. This is a great welder design. Thank you for sharing it. What did you use for electrodes? Are they just copper rod ground to a blunt point? |
| | Ammon on 4th Dec 2014
Hi Ian,
I need to weld 20Ah prismatic pouch cell terminal tabs together. Unlike welding cylindrical cells, I need to weld through the two tabs. I think one terminal is a nickel tab and the other is aluminum. At the end terminals of the 8S pack I need to weld the tabs to a piece of 1/8" aluminum to bolt to a ring terminal. How might I use your welder to weld these cell tabs. Your ideas are greatly appreciated.
Ammon | | | | | | Ian Hooper on 5th Dec 2014
Hi Ammon, the electrodes are indeed just copper rods ground to a blunt point. Mine are about 10mm diameter but only because that's what I had lying around - I'm sure much smaller ones would work fine too.
I'm not sure how well this kind of welding would work between dissimilar metals like aluminium and nickel.. I have a memory of aluminium not fusing very well with other metals. You might also see much higher current spikes if using this design like a conventional spot welder, with the electrodes either side of two sheets to be fused together.
From what I've seen, most solutions to join 20Ah pouch cells into packs involved clamping the cell tabs together. You can find kits for it on Alibaba (for example). |
|
| | Robert Parker on 9th Jan 2015
Hi Ian;
Great job on the CD Welder. You mentioned adding a Diode to the gate trigger. For my clarification, pins 3 and 2 connected to power supply and trigger pins 3 and 1 with a blocking diode on pin 1? | | | | | | Ian Hooper on 9th Jan 2015
Hi Robert, it's been a while but I'm pretty sure you're interpreting the pins correctly! Mine has the blocking diode with cathode attached to pin 1 on the end PCB, though I'm not sure it's completely necessary to have it at all. |
|
| | Robert Parker on 16th Jan 2015
Well I bit the bullet and ordered the PCBs and parts. Looks like a sound project. After I build it, I may do some uProcessor programming to turn this into an adjustable CD welder by controlling the PW and charge voltage. I am going a little bigger with 30 caps to give about 1.4F. |
| | Robert Parker on 30th Jan 2015
Hi Ian;
Just received the PCBs from the site you suggested. Great quality. The last thing I am waiting for is the SMD components. I'm planning to increase the capacitance to about 1.4F by adding more caps i.e. 10 boards.
I am planing to do a build video with your permission of course. I would attribute all credit to you and your design. Will this be alright with you?
Robert | | | | | | Ian Hooper on 9th Feb 2015
Hi Robert, yes of course, feel free to document your build of this design in a video. Perhaps send me a link to the video when it's done and I could link to it from this page, for the benefit of others? Good luck with the build :) |
|
| | Camresearch on 6th Feb 2015
I am using a converted microwave oven transformer to do spot welding.
I can pick up the old transformers for free. Cut out the H.V. (The thin wire, many turns) coil, knock out the magnetic shunts (or you can leave them if you want some current limiting), I take them out (metal strips that sit between the primary and secondary). Put the primary on a switch circuit of your choice. Simple relay with a short period timer works well but if you are good at timing, then even just a power rated button would work in a pinch. Replace the secondary H.V. that you just removed with two turns of the heaviest WELDING wire that you can fit in the space left from the cut out H.V.coil. Attach the two leads from the welding wire to copper clamp terminals.The welds it makes on battery tabs are excellent.
Don't electrocute yourselves or set yourself on fire!! My spot welder can melt large nails if connected for more than a few seconds. If you are not sure what you are doing, then don't! I am not responsible in anyway for what you do with the information I have provided here.
BTW. Through a bridge rectifier that can handle a LOT of current, you can make a simple high current low voltage power supply on the cheap too. Just add more turns to the secondary with thinner high current wire than is needed to spot weld (Use WELDING wire, the insulation can stand the heat). You will need all the rest of the bits for that too, like filter caps, voltage and current regulators, metering etc. depending how good you want the supply. The more turns you add to the secondary the higher the voltage will be, but as the voltage rises the current it can sink will drop proportionally.
Cheers,
Cam |
| | Dirk Broer on 5th Apr 2015
About the circuit boards, some places want to know the size and number of layers before they quote a price. I assume its only 2 layers (plus solder mask, plus silk screen). Its been a few years since I last ordered a custom circuit board and would appreciate any details you can give to make the process easier.
BTW. There are a few designs floating around the internet and yours is by far the cleanest I have seen. Thank you very very much for sharing it. | | | | | | Ian Hooper on 6th Apr 2015
Hi Dirk, that's correct, it's a 2-layer board. Most PCB shops will contact you if the Gerber files don't match the order (e.g there's information about too many / too few layers). The dimensions of each PCB is 134x32mm. |
|
| | Simon Jowett on 6th Jul 2015
Message to Robert Parker above - I'm loking to make a similar change to Ian's design - did you complete yours? Did you do the video?
|
| | Simon Jowett on 6th Jul 2015
Hi Ian
I'd appreciate your comment on possibly using this FET.
AUIRFP2907Z MOSFET,N CH,75V,170A,TO247AC it is available from Element 14, order code 1864538
..it's on resistance is 0.0035ohm which is higher than your 1mOhm devices but these seem much cheaper!
Any response will be appreciated!
| | | | | | Ian Hooper on 6th Jul 2015
Hi Simon, I've used the IRFP2907 for various things in the past, they are a good FET which can handle a lot of power, and would work pretty well in a spot welder. As you noted they do have a significantly higher on-resistance than the IRFP7430 (which is typical for higher voltage rated MOSFETs) so there'd be more heat buildup at the transistors. Also the package is different - TO247 instead of TO220 - so you'd need to use different PCBs to accommodate them. |
|
| | Simon Jowett on 8th Jul 2015
Thanks for your response and at least from an electrical point of view I was on the right track. However, thanks for the heads up on the Package sizes - No excuses really but I assumed the TO247 would be close in size to a TO220. How wrong can I have been!
As PCB's are already on order from Seeed I think I'll fall back to the choice you made and just pay the extra! |
| | Simon Jowett on 11th Jul 2015
Hi Ian - another question, this time about electrodes. Would there be an advantage or disadvantage to using TIG (replceable electrodes) rather than just the blunt ground copper ones? I've read on other blogs that the copper tips get damaged over the course of xx welds. Whats's you expereince/advice? | | | | | | Ian Hooper on 11th Jul 2015
Not sure about this one.. They should work, and one would imagine they'd wear out far slower (having much higher melting point and being much harder) - not that I noticed significant wear on my copper electrodes after several thousand welds. One thought is that TIG rods are tungsten which has a much higher resistance than copper, so would result in a higher overall resistance of the welding circuit and slow the current flow. It'd probably just mean you'd need an extra volt or two to compensate though. |
|
| | Simon Jowett on 11th Jul 2015
Thanks again Ian - I think I'll go for copper but maybe make the tip easilt replacable just in case. In my searches today I found a document which (although a bit slales oriented), contains some more info specific to battery tab welding that I found informative.
macgregorsystems.com/app_note7_battery_pack_manufacture.pdf
(you need to add the www stuff on the link.....) |
| | Nick Taicony on 25th Aug 2015
what size blocking diode with cathode are you using on pin 1.
and about the board should it be with 1 oz copper or 2 oz | | | | | | Ian Hooper on 26th Aug 2015
Hi Nick, the diode was just a 1N4003 if I remember correctly - nothing special, and anything similar should work. And the boards were just 1oz IIRC. The peak currents are high but average current is very low, so 1oz copper still doesn't get warm. |
|
| | Theo Band on 20th Sep 2015
Hi Ian
Wonderful project! I want to do the same but I'm still in the calculation phase.
The V1 design has the benefit that you can switch off and on and create a double pulsed welder. This increases the quality of the joints. That's basically why I want to try that approach. Did you consider double pulsing?
Some figures I derived from both V1 and V2 design:
With the V2 design you seem to need around 100J for a good weld. The V1 design needs 1000J.
The V1 design has an average pulse current of 700A and a resistance of 13.5mOhm (based on your dial being half way giving a 150ms pulse). The V2 design has probably 2-4mOhm resistance (guess, you have a very tough design with fat cables and bars) giving you 3-6kA peak current but somewhat less if the weld resistance is added.
I think the difference is that the ratio between weld resistance versus circuit resistance is much better for the V2 so that most energy is put in the weld instead of in the capacitor as in V1. Because you supply more energy in a shorter time, less energy flows away.
For the V1 design you could also have put your 6 caps in parallel/serial (2S3P) to get 5V and produce 0.8m*2/3=0.53mOhm instead of putting them in series to create 0.8*6=4.8mOhm. What remains is your cable, you mention 2mOhm. Let's ignore the mosfets for simplicity.
The total current would then be 5V/2.53mOhm=2kA. That's more than eight times the amount of energy per time (2000^2/700^2=8.2). The 150ms pulse could thus be shorted to 18ms and probably even less.
The longer the pulse time the more energy flows away trough the surrounding metal. The V2 has a much shorter pulse of only 2-4mOhm*1.1F=2.2-4.4ms, so less energy is needed compared to the V1 design. Note that I ignored the weld resistance as I have no idea what that could be. I know it depends a lot on the pressure that you use and the area of the weld tip. The actual current will thus be lower than 2000A.
Advantage of the V1 design is thus that you can double pulse, and easily control the energy by changing the time of the pulses.
You might need somewhat more than the 100J of energy, but the caps have plenty (8.1kJ). They are just there to have a resistance that can be ignored compared to the weld resistance. The capacity is not really needed.
Could you measure the actual pulse time constant of the V2 design? That would give the sum of the weld resistance and the circuit resistance.
If you measure again with the probes shorted you know the system resistance (assume you will not blow up your fets :-) ). The weld resistance is the big unknown to me. (And the thermal time constant of a typical battery weld).
Thanks for all your time and documentation! | | | | | | Ian Hooper on 20th Sep 2015
Hi Theo, the V2 definitely used less energy per weld, much faster pulses, and wasted a lot less energy in resistive heating of the welder itself. I actually loaned my V2 to someone interstate and haven't seen it since (losing a little faith in humanity in the process..) so I can't do a pulse timing test for you. I've been thinking I might just have to bite the bullet and build myself another one though, as I still have a bunch of leftover batteries here.
I assume the double pulse would need more energy (double?). If I were doing a double pulse welder, I might consider a bigger V2 (more caps+FETs in parallel) then control the switching with a microcontroller instead of a simple switch?
Note that the Maxwell Ultracaps are actually rated to 2.7V each. So if they were all in parallel, I doubt 2.7V would be enough to push enough current through the rest of the welding circuit (despite the effective ESR of the caps being much lower). |
|
| | Theo Band on 21st Sep 2015
Hi Ian
So much effort and then you lose the machine..... bad luck.
With double pulses the first pulse is about 5 times as weak as the second and prepares for the second big pulse. The weld interface seems to smoothen by the first pulse. A small delay between the two pulses makes sure the probes can adjust to the new height of the weld. Because of the ratio 1:5 the amount of energy used is about the same, it's just divided. The only tricky part is you have to switch of a huge current at the end first pulse (as in the V1 design).
I assumed 2.5V per cap as a safety measure and I you need two in series to get 5V. The microwave oven transformer (MOT) approach works on 2.5-3V, and blast a lot of current. Since you use mosfets and caps in the line, you have some more resistance. Putting all your caps in series increases the voltage by a factor of 6, but you use it only at 10V (=1.67V/cap). Then you better have 4 in series and your current will go up. (4.8mOhm lowers to 3.2mOhm). But my suggestion would be to put 2 is series and 3 in parallel. Than you have only 0.8/3*2=0.5mOhm. Putting them all in parallel would further lower the impedance, but that does not make sense. The resistance will depend simply on your mosses (0.5mOhm) and the cable (2mOhm) and 0.5mOhm from the caps become less dominant. It's not the voltage that matters, it's the current. The voltage is just needed to overcome the resistance. And every mOhm counts.
Do you still have the V1 lying around? Nice moment to start a test :-)
I'm also looking at the MOT design were I can control the primary with a triac and a micro-controller. I think this approach is cheaper to build. The MOT comes from a junk yard, and the primary site components are relatively cheap as they control a relatively small current. I would just need one meter of thick cable, a triac and a controller board. The Maxwell caps are expensive (starting from 18$ on ebay) and I would need at least 4. Triac crontrol is a bit less flexible as you depend on the 50/60Hz line frequency.
I keep on reading :-)
|
|